金型製造・プレス加工の事なら【ヨコヤマ精工】にお任せ下さい。
HOME
ヨコヤマ精工
業務案内
インフォメーション
企業情報
●ボルトカシメ、TOXカシメの改善 ●ナットカシメの改善 ●箱形状の順送加工 ●複合曲げ加工(2次元) ●異材溶接(バネ材×鉄) ●異材溶接(ステンレス×快削鋼(含鉛)) ●切削加工製品をプレスの冷間鍛造加工に置き換え ●シェービング加工
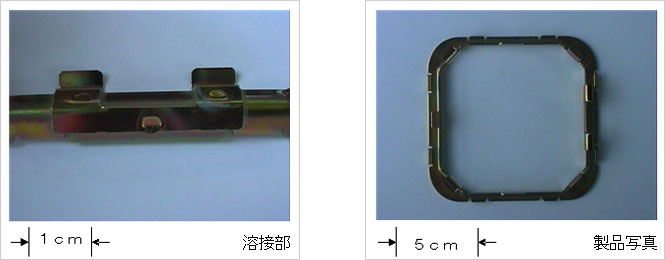
ボルトカシメ、TOXカシメの改善 ・通常は、プレスで生産後、溶接工程を入れて製品にしていた。(写真参照) ・順送金型の中にボルトカシメユニットを取付け、パーツフィーダーでボルトを供給して順送金型内同時カシメを行うことに挑戦し成功した。 ・二枚溶接部は順送金型内でトックスカシメを使用することにより溶接工程の削減を行うことに挑戦し成功した。 ・製品コストを1/5化。
ページの先頭へ戻る
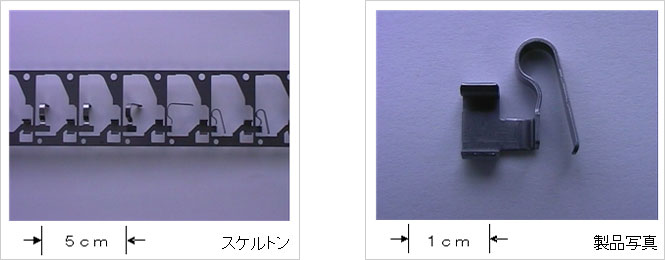
ナットカシメの改善 ・通常は、プレスで生産後、溶接工程にてナットを取りつけて製品にしていた。(写真参照) ・順送金型の中にナットカシメユニットを取付け、パーツフィーダーでナットを供給して順送金型内同時カシメを行うことに挑戦し成功した。 ・製品コストを1/2化の実現。
異材溶接(バネ材×鉄)の特徴 ・バネ鋼(焼き入れ材)のスポット溶接は通常スポット溶接工程+焼き戻し工程となっていますが、 提案によるスポット溶接工程にて2次通電(1次通電=スポット溶接、2次通電=焼き鈍し)をすることにより、 スポット工程のみでの加工を可能としました。 →工程削減
箱形状の順送加工の特徴 ・箱形状の合わせ目の形状提案により、順送加工不可を可能にしました。 ・提案によるカシメを順送の1ステージに入れることにより、合わせ目の段差ゼロ、箱形状寸法安定が可能となり、品質の安定化が実現できました。
複合曲げ加工(2次元)の特徴 ・通常、芯金を使用する曲げ金型構造は、カムによる横方向より芯金を入れる構造となっていますが、サンプル製品は2次元の複合曲げとなっているため、横方向よりの芯金構造は適用できず、順送+単発1工程と考えるのが通常の加工であるが、芯金を縦方向(上下)よりの構造にすることにより、順送工程のみでの加工を可能としました。
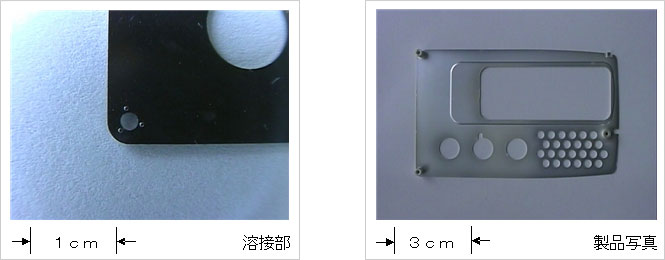
異材溶接(ステンレス×快削鋼(含鉛))の特徴 ・サンプル製品はステンレスにナットをスポット溶接となっていましたが、ナット材質が鉛を含む快削鋼とスポット面が 小さいために、溶接の安定性がなく、約40%は仕損となっていました。 提案により、母体のステンレス製品側にプロジェクションを出し、プロジェクション溶接に変更することで 仕損を無くすことができ、品質の安定が得られました。
切削加工製品をプレスの冷間鍛造加工に置き換え ・従来は切削加工することが常識だった製品をプレス加工に置き換えることで生産性が革新的に向上。 ・ツーピース部品をワンピースにすることでカシメ工程がなくなり管理が極めて容易となった。 ・コストは90%低減を実現。
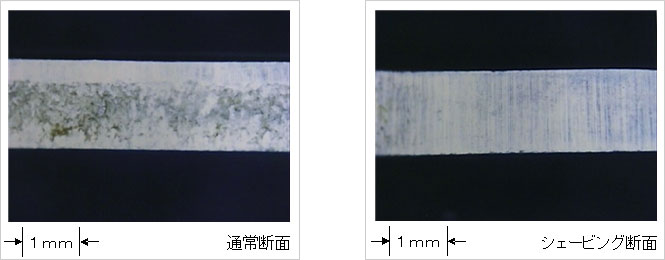
シェービング加工の特徴 ・通常断面は、せん断面と破断面で構成されますが、シェービング加工はせん断面のみの断面となります。(写真参照) ・板厚1mmの場合、抜きだれは通常、0.2〜0.3Rであるのに対し、シェービング加工では、0.03〜0.05Rとなります。 ・高精度の金型仕上げが要求されます。(仕上げ精度:±0.001mm台)
・通常2部品で構成する金具を一体で成形している ・絞り品とブラケットの組み合わせ品
【株式会社 ヨコヤマ精工】輸送用機械器具製造業 TEL.0565-57-1348【営業時間】月〜金8:10〜17:10(メールでのお問い合わせはこちら)